
Mặc dù cả máy in 3D và máy phay CNC đều sử dụng G-code làm ngôn ngữ lập trình điều khiển chính, nhưng bản chất khác biệt của quy trình gia công (bóc tách vật liệu so với đắp lớp vật liệu) đã dẫn đến những khác biệt đáng kể trong cách thức sử dụng các lệnh G-code và M-code.
Khác Biệt Về Số Lượng Trục Chuyển Động
| Đặc điểm | Máy Phay CNC | Máy In 3D |
| Số trục phổ biến | 3 đến 5 trục (X, Y, Z, A/B/C) | 3 trục (X, Y, Z) |
| Ảnh hưởng đến G-code | Sử dụng toàn bộ thư viện lệnh G-code phức tạp liên quan đến nội suy đa trục (ví dụ: các lệnh bù trừ góc, xoay mặt phẳng). | Nhiều lệnh G-code trong thư viện không được sử dụng hoặc không cần thiết do chuyển động bị giới hạn trong không gian 3D. |
| Lưu ý | Có thể thực hiện các chi tiết phức tạp, gia công ở nhiều góc độ. | Hầu hết chỉ thực hiện được gia công theo từng lớp trên mặt phẳng. Tuy nhiên, vẫn có ngoại lệ như máy in 5 trục (ví dụ: Hyrel Hydra). |

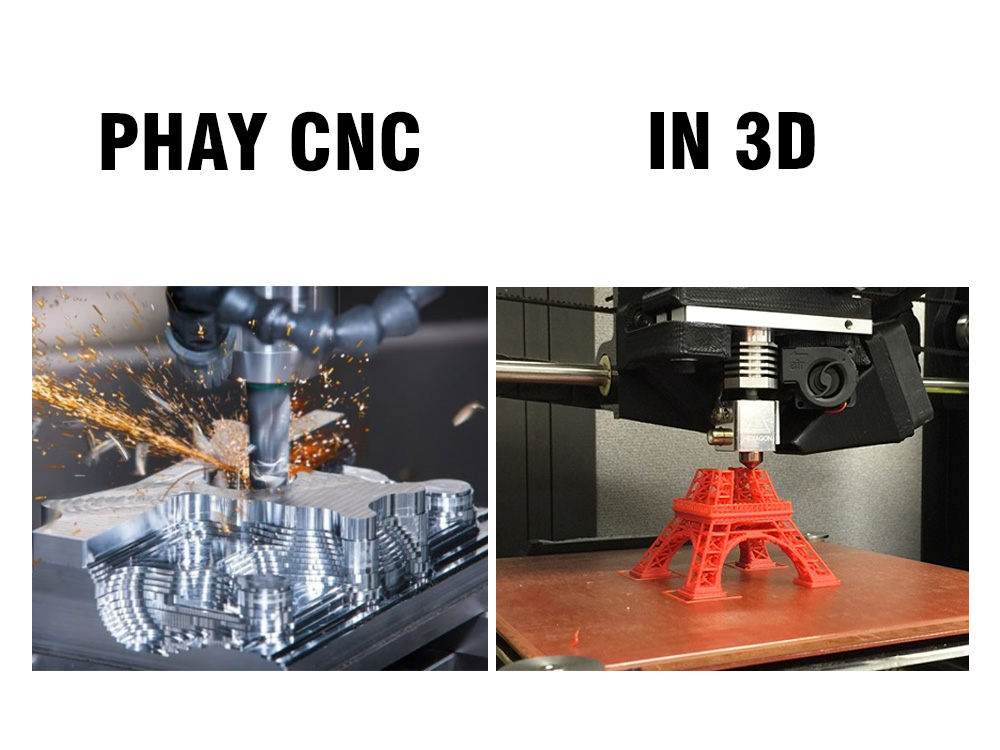
Phay CNC và in 3D
Khác Biệt Về Dụng Cụ Cắt/Đùn (Spindle/Extruder)
Đây là điểm khác biệt cốt lõi ảnh hưởng trực tiếp đến các lệnh điều khiển tốc độ:
- Máy Phay CNC: Sử dụng trục chính (spindle) quay với tốc độ cao để bóc tách vật liệu.
- G-code sử dụng: Cần các lệnh thiết lập Tốc độ Trục chính (S) kết hợp với M-code như M03 (quay theo chiều kim đồng hồ) và M05 (dừng trục chính).
- Máy In 3D: Sử dụng đầu đùn (extruder) cố định để đẩy vật liệu nóng chảy theo từng lớp. Đầu đùn không quay.
- G-code sử dụng: Không có lý do để sử dụng các lệnh cài đặt tốc độ trục chính (S/M03/M05). Thay vào đó, máy in 3D cần lệnh điều khiển tốc độ đùn vật liệu (E) và nhiệt độ.
Điều Khiển Chức Năng Phụ Trợ (M-Code)
Mặc dù G-code xử lý chuyển động, M-code lại chịu trách nhiệm điều khiển các chức năng phụ trợ, và đây là nơi sự khác biệt về công nghệ được thể hiện rõ:
| Chức năng Phụ trợ | Máy Phay CNC | Máy In 3D |
| Mục đích chính | Điều khiển thay dao, bật/tắt chất làm mát, kẹp/nhả phôi. | Điều khiển nhiệt độ đầu đùn, nhiệt độ bàn nhiệt, quạt làm mát. |
| M-code đặc trưng | M06 (Thay dao tự động), M08 (Bật chất làm mát). | M104/M109 (Thiết lập/Chờ nhiệt độ đầu đùn), M140/M190 (Thiết lập/Chờ nhiệt độ bàn nhiệt). |
| Độ chuẩn hóa | M-code luôn khác nhau tùy theo máy (đối với cả hai loại máy). | Các M-code điều khiển nhiệt độ trở nên cực kỳ quan trọng và phổ biến trên hầu hết các máy in 3D. |
Khả Năng Thay Thế Dụng Cụ (Tool Changer)
- Máy Phay CNC: Thường được trang bị ổ chứa dụng cụ (tool carousel) và có khả năng thay dao tự động (sử dụng lệnh M06). Điều này cho phép sử dụng nhiều loại dao cắt (mũi phay, mũi khoan) để gia công các chi tiết phức tạp với các đường cắt khác nhau.
- Máy In 3D: Hầu hết máy in 3D chỉ có đầu đùn cố định. Mặc dù có một số ngoại lệ với giá đỡ đầu đùn tùy chỉnh, nhưng việc thay thế “dụng cụ” không phổ biến và không được tiêu chuẩn hóa như trên máy CNC. Do đó, các lệnh G-code liên quan đến quản lý và bù trừ dụng cụ cắt phức tạp ít được sử dụng hơn.
Trọng Tâm Lệnh G-Code
Do sự đơn giản và chuyên biệt hóa của máy in 3D, chương trình G-code của chúng chủ yếu tập trung vào:
- Chuyển động cơ bản (G-code): Chủ yếu là các lệnh G00 (Chạy nhanh), G01 (Nội suy tuyến tính).
- Thiết lập máy (M-code): Các lệnh M được sử dụng để thiết lập các thông số hoạt động quan trọng, đặc biệt là kiểm soát nhiệt độ và tốc độ đùn vật liệu.
Tóm lại, G-code trên máy phay CNC thiên về kiểm soát hình học và bù trừ dụng cụ trong không gian đa trục, còn G-code trên máy in 3D thiên về kiểm soát chuyển động 3 trục và quản lý nhiệt độ/đùn vật liệu (chủ yếu qua M-code) để đắp lớp chính xác.




